Лифтовые кабины обычно изготавливаются из нержавеющей стали, оцинкованной стали или алюминиевых сплавов, которые выбираются по следующим критериям: прочность, долговечность и простота обслуживания. Эти материалы обычно бывают толщиной от 1,0 до 2,0 мм.
Способы изготовления
Процесс изготовления лифтовых кабин включает в себя несколько этапов:
- Вырубка: Начальным этапом является вырубка листового металла с помощью листогибочного станка для получения деталей нужных размеров.
- Пробивка и резка: Для дальнейшего придания формы используется либо листопробивочный станок с ЧПУ для создания сложных деталей, либо лазерная резка для получения точных вырезов различной формы.
- Гибка и формование: Затем следует процесс гибки металла, при котором важными техническими параметрами для качества и эстетики конечного продукта являются минимальный радиус гиба, минимальный прямой участок перед гибкой и минимальный отступ от отверстия.
Кейс Teknix Elevators Pvt. Ltd.
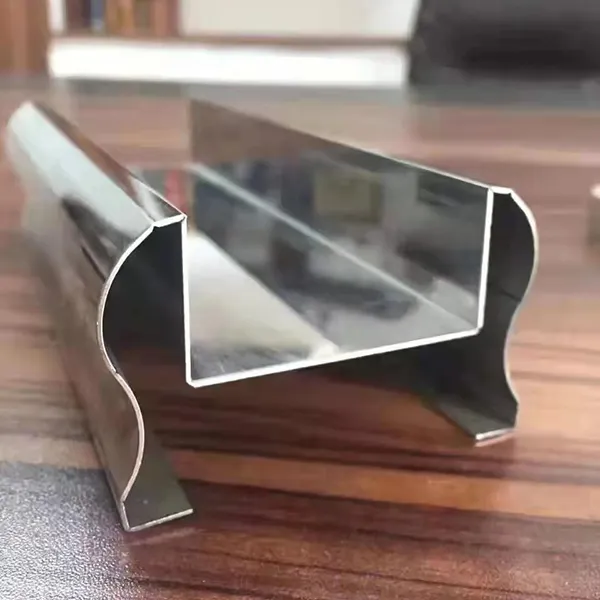
Наш клиент столкнулся со сложным заказом, требующим точной гибки панелей лифтовой кабины под углом 90 градусов. Благодаря своему опыту, наши инженеры разработали план, включающий создание V-образной выемки глубиной 0,5 мм для обеспечения желаемого угла гибки. Этот инновационный подход позволил компании Teknix успешно выполнить иначе сложный заказ.
Варианты отделки