Четырехвалковый вальцовочный станок
Гидравлический вальцовочный станок для гибки листового металла в цилиндрические, круглые и конические формы


Четырехвалковый вальцовочный станок
Гидравлический вальцовочный станок для гибки листового металла в цилиндрические, круглые и конические формы
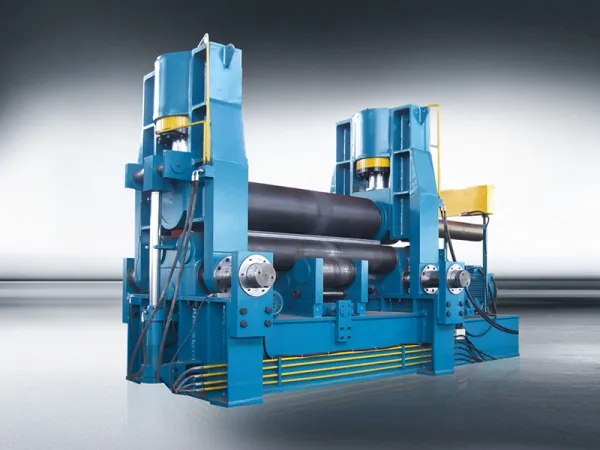
Четырехвалковый вальцовочный станок - это высокоспециализированное устройство, предназначенное для гибки и правки листового металла. Он специально разработан для формообразования и гибки листового металла, с возможностью предварительной гибки концов листа за один проход, прокатки цилиндрических и изогнутых заготовок, а также выполнения начальной черновой формовки листового металла.
- Особенности
- Технические характеристики
- Компоненты
- Верхний валок является ведущим роликом, а нижний и боковые ролики являются ведомыми, вращающимися за счет силы трения между стальной пластиной и роликами.
- Положение верхнего валка фиксировано, допускается только вращательное движение. Подъем валка не осуществляется. Опрокидывание и возврат корпуса подшипника на передней стороне верхнего валка осуществляется с помощью гидроцилиндра.
- Нижний и боковые валки регулируются по высоте с помощью гидроцилиндров, расположенных с обоих концов, что позволяет выполнять вертикальные перемещения.
- Левая и правая рамы образуют основу станка, имеют сварную конструкцию, установленную на основании из сварных элементов. Все элементы управления централизованы на операционном столе.
Четырехвалковый вальцовочный станок широко используется в различных отраслях промышленности благодаря своей многофункциональности. В судостроении он применяется для гибки металлических корпусов, в энергетике — для формирования стенок котлов, в авиастроении — для изготовления компонентов летательных аппаратов, в мостостроении — для гибки стальных конструкций мостов, а в общем машиностроении — для гибки различных металлических изделий. Высокая прочность и универсальность делают этот станок незаменимым инструментом для металлообработки.
 Ветряные турбины
Ветряные турбины Корпуса ракет
Корпуса ракет Нефтяные резервуары
Нефтяные резервуары Корпуса кораблей
Корпуса кораблей
| Модель | Макс. толщина сгиба (мм) | Толщина перед сгибанием (мм) | Макс. рабочая длина ролика (мм) | Диаметр верхнего ролика (мм) | Диаметр нижнего ролика (мм) | Диаметр бокового ролика (мм) | Главный двигатель (кВт)) |
| 4 | 3.5 | 2050 | 160 | 140 | 120 | 3 | |
| 6 | 5 | 2050 | 190 | 170 | 150 | 4 | |
| 8 | 6.5 | 2050 | 210 | 190 | 170 | 5.5 | |
| 10 | 8 | 2050 | 230 | 210 | 190 | 7.5 | |
| 12 | 10 | 2050 | 270 | 250 | 210 | 11 | |
| 16 | 13 | 2050 | 300 | 270 | 220 | 11 | |
| 20 | 16 | 2050 | 330 | 300 | 240 | 11 | |
| 25 | 20 | 2050 | 360 | 330 | 250 | 15 | |
| 30 | 25 | 2050 | 390 | 360 | 300 | 18.5 | |
| 35 | 28 | 2050 | 430 | 390 | 330 | 22 | |
| 40 | 32 | 2050 | 460 | 420 | 360 | 30 | |
| 4 | 3.5 | 2550 | 190 | 170 | 150 | 4 | |
| 6 | 5 | 2550 | 210 | 190 | 170 | 5.5 | |
| 8 | 6.5 | 2550 | 230 | 210 | 190 | 7.5 | |
| 10 | 8 | 2550 | 270 | 250 | 210 | 11 | |
| 12 | 10 | 2550 | 300 | 270 | 220 | 11 | |
| 16 | 13 | 2550 | 330 | 300 | 240 | 11 | |
| 20 | 16 | 2550 | 360 | 330 | 250 | 15 | |
| 25 | 20 | 2550 | 390 | 360 | 300 | 18.5 | |
| 30 | 25 | 2550 | 430 | 390 | 330 | 22 | |
| 35 | 28 | 2550 | 460 | 420 | 360 | 30 | |
| 40 | 32 | 2550 | 510 | 460 | 390 | 37 | |
| 4 | 3.5 | 3100 | 210 | 190 | 170 | 5.5 | |
| 6 | 5 | 3100 | 230 | 210 | 190 | 7.5 | |
| 8 | 6.5 | 3100 | 270 | 250 | 210 | 11 | |
| 10 | 8 | 3100 | 300 | 270 | 220 | 11 | |
| 12 | 10 | 3100 | 330 | 300 | 240 | 11 | |
| 16 | 13 | 3100 | 360 | 330 | 250 | 15 | |
| 20 | 16 | 3100 | 390 | 360 | 300 | 18.5 | |
| 25 | 20 | 3100 | 430 | 390 | 330 | 22 | |
| 30 | 25 | 3100 | 460 | 420 | 360 | 30 | |
| 35 | 28 | 3100 | 510 | 460 | 390 | 37 | |
| 40 | 32 | 3100 | 550 | 510 | 420 | 45 |

Главный приводной механизм
Основным приводным механизмом является верхний валок, приводимый в действие гидромотором, соединенным через редукторный короб передач для обеспечения постоянной скорости прокатки около 4 метров в минуту, что способствует эффективной подаче стального листа.

Механизм вальцов
Гидравлическая система обеспечивает одновременный и независимый подъем нижнего валка и боковых валков. Система также управляет опрокидыванием и восстановлением положения наклонной головки.

Гидравлическая система
Оснащена независимой гидростанцией, состоящей из маслонасосного двигателя, группы гидравлических клапанов и вспомогательных трубопроводов.
- Гидравлический насос оснащен масляным фильтром для обеспечения чистоты подачи масла.
- Система спроектирована таким образом, чтобы быть герметичной и простой в обслуживании, с использованием высококачественных уплотнений и компонентов от известных производителей.
- Синхронизация подъема валков осуществляется системой PLC, обеспечивающей высокую точность с помощью датчиков и гидравлических клапанов (включая электромагнитный реверсивный клапан, дроссельный клапан и предохранительный клапан гидравлического управления).

Электронная система управления
- Состоит из электрического шкафа управления, операционной консоли и ручного пульта управления.
- Программируемый логический контроллер (PLC) и другие устройства управления размещены в распределительном шкафу с сенсорным экраном для удобства эксплуатации.
- Компоненты в основном производства Schneider Electric, при этом основная электрическая система рассчитана на трехфазный переменный ток 380 В/50 Гц. Включает комплексную защиту двигателя от коротких замыканий и перегрева.